押出成形でよく聞くトラブルが、
「ペレットや製品に泡・気泡が出る」
「スジ状のムラが消えない」
といった品質不良です。
こうした症状が出ると、まず
「原料が湿っているのでは?」
と 乾燥不良 を疑うケースが多いのですが、実際には 水分以外の原因 が隠れていることも少なくありません。
この記事では、
泡・気泡・スジの原因を「水分/揮発分/エア噛み」 の3つに分けて、
現場で切り分けしやすい形で整理します。
泡・気泡・スジが出る主な原因はこの3つ
押出トラブルの多くは、以下のどれか(または複合)です。
| 分類 | 主な原因 | 特徴的な症状 |
| 水分 | 原料乾燥不足、再生材の吸湿 | ペレットが白っぽい/発泡が均一 |
| 揮発分 | VOC、残留溶剤、分解ガス | 臭いが出る/不規則な泡 |
| エア噛み | フィルタ詰まり、供給不安定 | スジ状ムラ/周期的な乱れ |
ここから、それぞれを詳しく見ていきます。
① 水分が原因の場合(乾燥不良)
最も基本的で、最初に確認すべきポイントです。
よくある状態
- 再生材の保管期間が長い
- 乾燥温度・時間が足りていない
- 乾燥後に再吸湿している
現場でのチェック
- ペレット表面が白く曇る
- 押出中に「シュワッ」とした発泡
- 乾燥条件を変えると症状が改善する
※ この場合は、乾燥条件の見直し が最優先です。
② 揮発分が原因の場合(真空脱気不足)
乾燥をしっかりしても改善しない場合、
次に疑うべきが 揮発分(VOC・残留溶剤・分解ガス) です。
よくある状態
- 再生材特有の臭いが強い
- 原料由来の添加剤・印刷インキ残渣
- 滞留時間が長く、材料が劣化
現場でのチェック
- 臭いと泡が同時に出る
- 泡の出方が不規則
- 真空度を上げると改善傾向
※ 真空脱気の強化 や 脱気ベントの見直し が有効です。
場合によっては タンデム押出 や 高脱気仕様 が必要になります。
③ エア噛みが原因の場合(フィルタ詰まり・供給不安定)
見落とされがちですが、スジ状ムラ の多くはここが原因です。
よくある状態
- スクリーンチェンジャーの目詰まり
- 原料供給が脈動している
- スクリュー内で負圧が発生
現場でのチェック
- 圧力が周期的に上下する
- スジが一定間隔で出る
- フィルタ交換で一時的に改善
※フィルタ詰まり・供給系の安定性 を確認しましょう。
原因切り分けの簡易チェックリスト
|
最後に、現場で使いやすい形でまとめます。 「泡=水分」と決めつけず、工程全体を見ること が、改善への近道です。 |
| □ 乾燥条件を変えると改善 → 水分 |
| □ 臭い+不規則な泡 → 揮発分 |
| □ 圧力変動+スジ → エア噛み |
まとめ|泡・気泡・スジは“工程のサイン”
押出機で発生する泡・気泡・スジは、
材料・乾燥・脱気・供給・フィルタ のどこかに無理がかかっているサインです。
原因を正しく切り分けることで、
不要な設備投資や試行錯誤を減らすことができます。
ドナウ商事では、材料・用途・現場条件を伺ったうえで、押出機本体だけでなく周辺機器(ろ過・ペレット化・前処理)まで含めた最適提案が可能です。
押出条件やライン構成の見直しをご検討の際は、現状の症状から一緒に整理することも可能です。
「 症状は分かるけど、どこから見直せばいいか分からない 」という場合も、お気軽にご相談ください。
ドナウ商事では、現場の課題に応じて最適な押出機のご提案を行っております。リサイクル効率化や省エネ、品質改善に課題を感じておられる方は、ぜひお気軽にご相談ください。

|

|

|
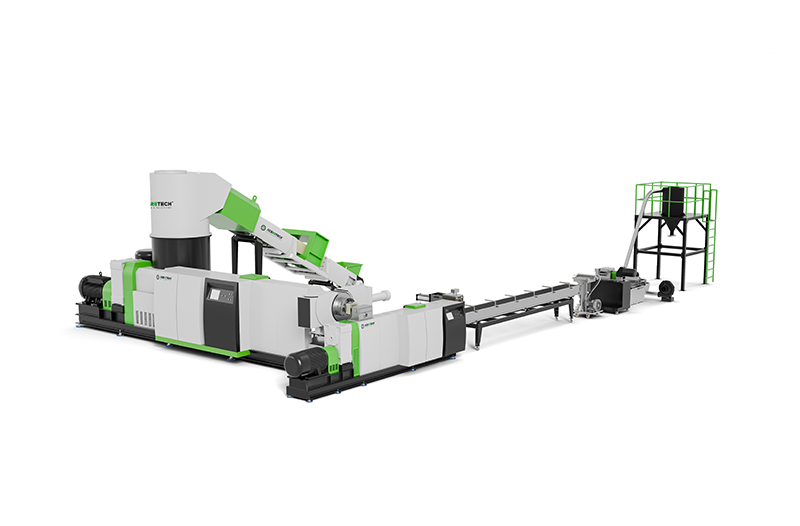 タンデム単軸押出機 タンデム単軸押出機 |

|
|
|
|